
European Chlorine Industry under Change – Challenges in Brine Treatment
European Chlorine Industry under Change – Challenges in Brine Treatment
The European chlorine industry is currently undergoing major changes. For decades mercury based electrolysis cells have been the technology of choice for the production of chlorine and caustic. The rate of conversion from the mercury cell to the membrane process will further increase due to the implementation of the chlor-alkali BAT (Best Available Technology) conclusions under the Industrial Emissions Directive. The Directive requires implementation of the chlor-alkali BAT by member states by the end of 2017.
No Time to waste
Several plants continue the progressive conversion to the membrane process, which now represents about 61% of the chlorine production capacity in Europe according to Euro Chlor’s latest Industry Review. In contrast, the mercury process now accounts for appr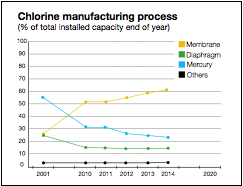 oximately 23% of production capacity, representing as much as 2.75 million tons per annum (MTPA) of chlorine.
oximately 23% of production capacity, representing as much as 2.75 million tons per annum (MTPA) of chlorine.
While some countries are almost mercury free (Italy, Netherlands, Norway) others still have major challenges ahead (Belgium, Czech Republic, France, Germany, Hungary, Spain and others). Industry specialists expect that an extension to the 2017 deadline will not be justifiable due to the relatively long lead time (the mercury ban was published by the European Commission as early as 2013). With only two years remaining, it is crucial that serious consideration be given to efficient conversion solutions, including the necessary upgrading of brine treatment and filtration technology.
Brine Treatment and Filtration
and Filtration
The FUNDABAC® and CONTIBAC® Filter has established itself as the de-facto global standard for the treatment of brine in the chlor-alkali industry. The unique features and benefits of these filtration systems contribute to significant process improvements as well as a reduction in operating and maintenance costs. All components in contact with the process fluid are made from chemically resistant plastic materials. The internal components of the filter are constructed from high strength extruded and molded engineered plastics, designed for a long lifetime under harsh conditions. Fine filter membranes assure an excellent brine quality. The membrane media are secured tightly over the filter elements, effectively preventing leakage. In contrast to competing filtration systems, DrM filter internals do not need to be replaced during maintenance. This significantly reduces waste and maintenance costs compared to competitive designs. The filter uses a very efficient back-pulse system characterized by high pulse pressure and a dynamic cleaning effect. Irreversible blinding of the filter media can be prevented and acid-cleaning cycles can be significantly reduced or avoided completely.
The Burden of Mercury Removal
Mercury deposits formed over years do not disappear overnight. Conversion plants are confronted with the removal of significant quantities of mercury for prolonged periods. Efficient Hg removal from the brine circuit down to the low 2-digit ppb level is crucial for the membrane cells.
A straightforward method is to precipitatemetallic Hg with NaHS to form HgS, a very fine insoluble particle that can be filtered out. DrM can demonstrate extensive experience with HgS filtration where the efficient back-pulse system is key to a successful operation. Once mercury is eliminated from the circuit, the filter continues to serve as brine polishing unit without modification.