International Li-Ion Battery Recycling Summit in China 2023
DrM Shanghai had the opportunity to sponsor and participate at the 2 day congress which took place in Shanghai. With people participating and presenting from the US, China, Europe, India, Japan, Korea and many other parts of the World, it was truly a global event. We would like to take the opportunity to share our experience at this event and express our thanks to the organiser GDMMC who has done a great job to make it happen.
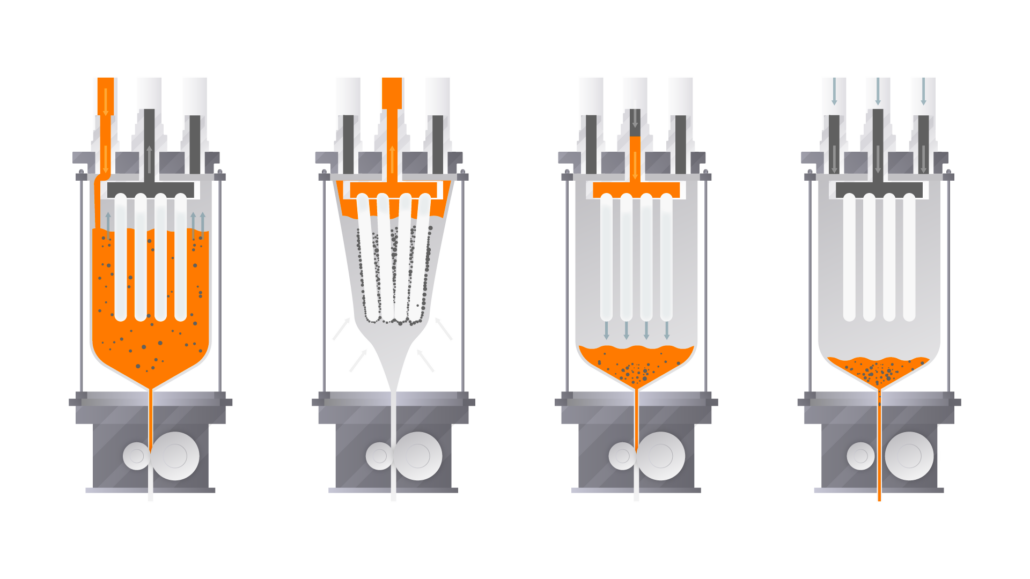
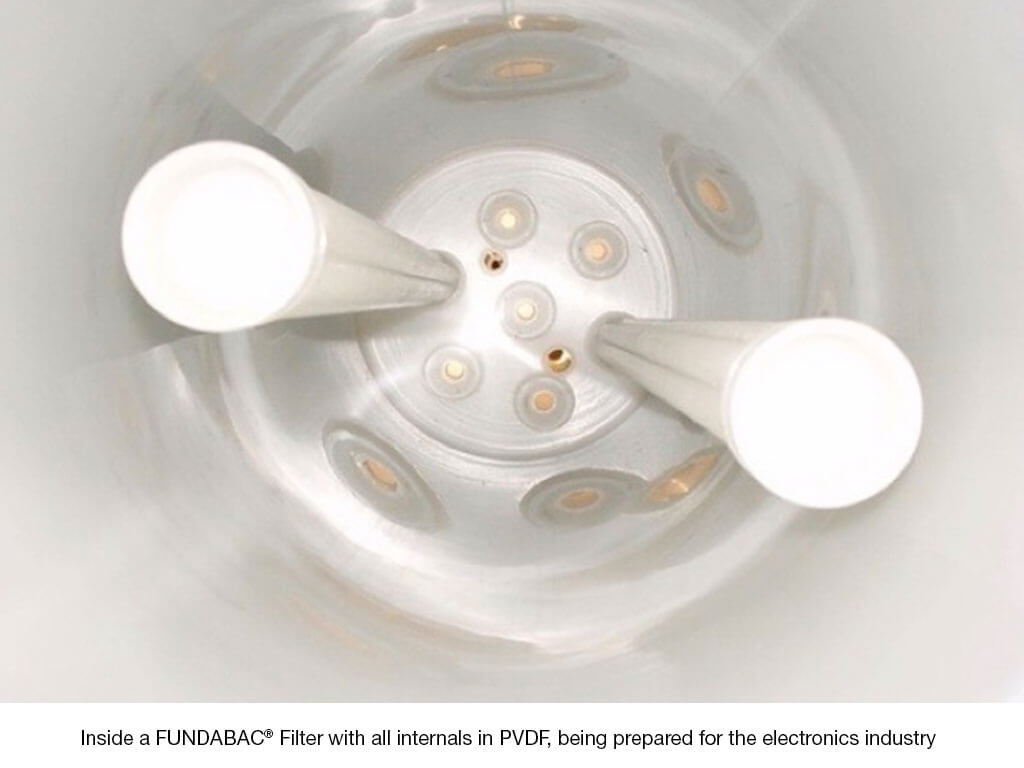
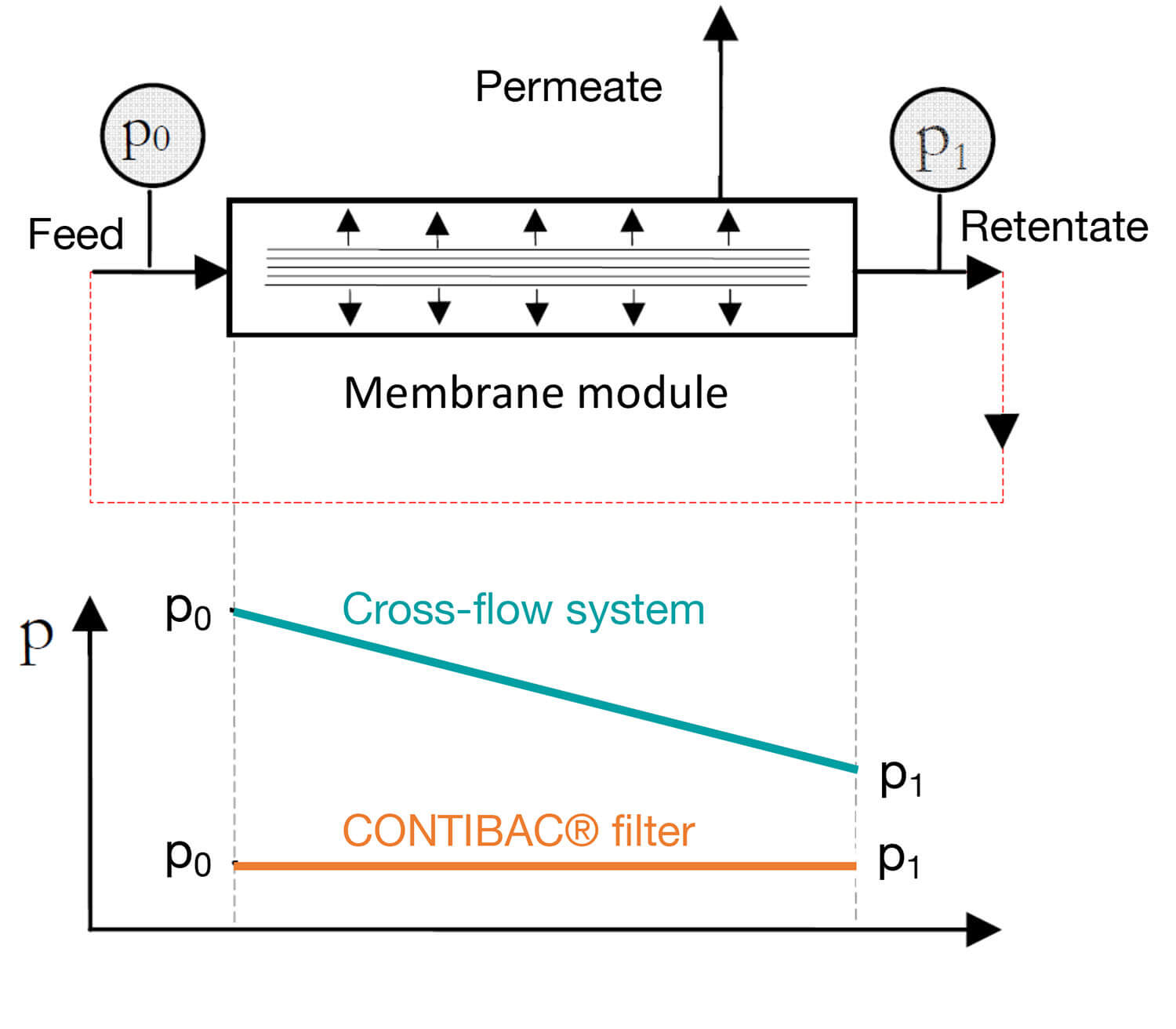
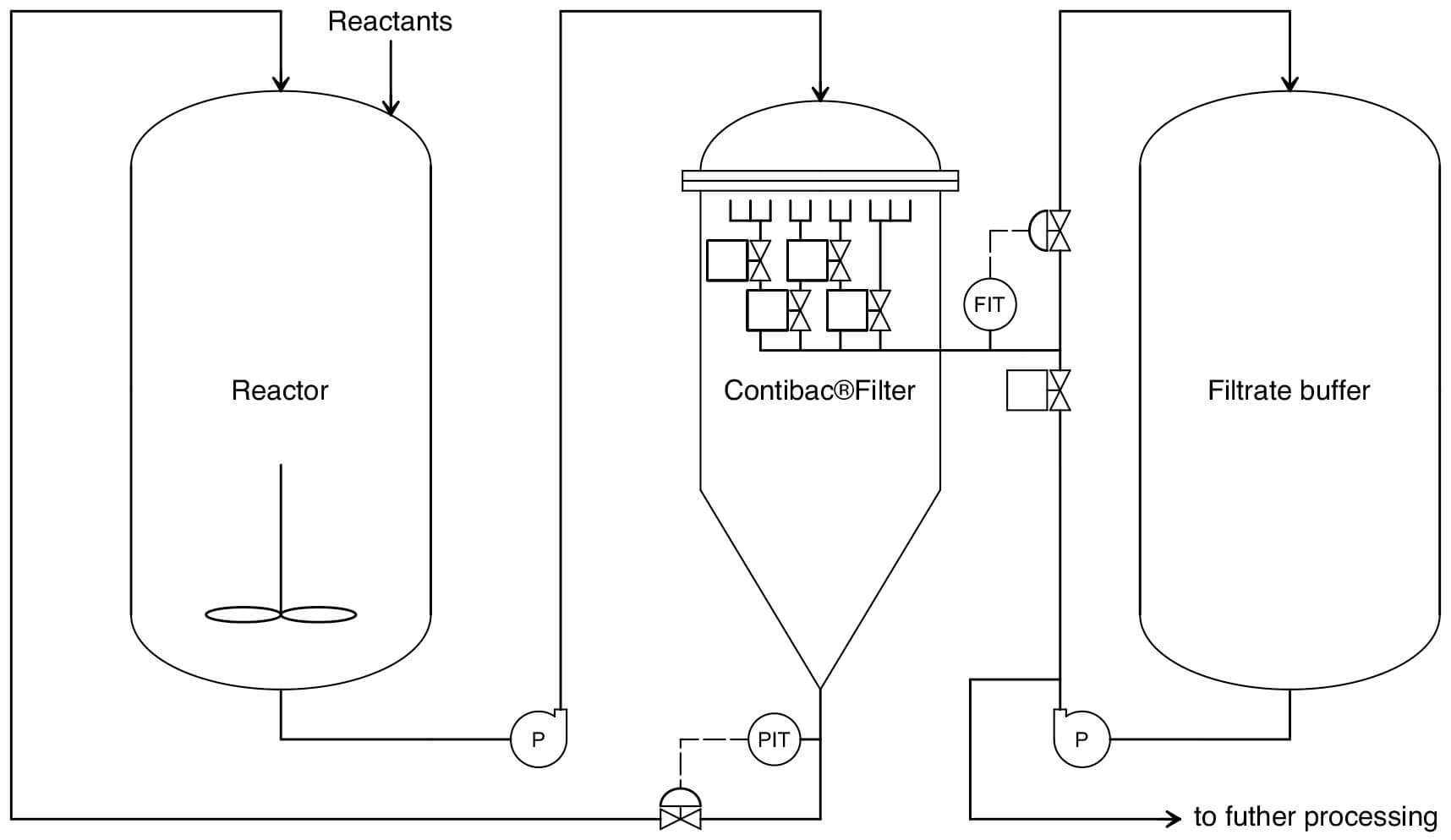
DrM is globally known as a specialist in solid-liquid separation and its FUNDABAC® Filter is widely used in processing of LiB materials. Due to its flexibility, simple construction, closed system and automatic operation it can be adapted to many applications covering purification, product recovery, washing and extraction as well as dewatering of filter cakes.
Actual Market Situation
The battery recycling industry is just starting to take off although there are a number of players who have been in the market for some years. Originally, these companies started out recycling LiB from mobile devices which involves significantly smaller quantities (a few ktpa). In Europe and the US most recyclers crush the batteries (preprocessing) and send the raw black mass (Li, Co, Mn, Ni, Graphite) to Europe or Asia (Korea or China) for further refining. Note that China considers black mass as toxic material which cannot be imported directly. In India it is mainly the lead acid battery recyclers who show interest. China has by far the highest capacities for recycling and this will likely remain so in the future.
Most of the cars sold in China today are already EVs and so the industry stays committed to find appropriate recycling technologies for battery materials. But as there is a significant time lag between the sale of new and EOL batteries (approx. 10 years), there is momentarily a significantly higher recycling capacity on the market than available material. The quantity of EOL batteries is expected to triple or quadruple in the next 7 years while the pre-processing capacity will also increase and flatten off from 2028. Therefore, it is expected that the recycling market will remain in undersupply for the time being. This makes it difficult to be profitable in markets such as the US and Europe. But as recycling quantities increase and economies of scale kick in profits will increase. At the same time it is expected that intercontinental black mass trade will seize and regional markets will become self sufficient.
Due to dramatic developments in material prices there is a continuing shift to battery grades which use less Co and Ni. For example the traditional Li-ion battery (LCO) which we know from our mobile devices contains large quantities of Co and the value of the recoverable materials is nearly three times higher than for LFP (at today’s prices). We can therefore expect a significant reduction of the value of recoverable material in the future. This needs to be accounted for in the investment strategy for LiB recycling plants.
Additionally, an emerging market for replacement battery packs is developing.
Recycling Processes
The industry is divided in preprocessing and refining businesses. During preprocessing the battery grade material is being prepared for refining and mainly involves mechanical steps. In the refining business the raw material is processed to separate and refine the individual constituents.
Preprocessing
Collection: Battery packs, modules, cells, production waste
Discharge: Energy recovery
Dismantling: Recovery of electronics, aluminum, steel, plastics
Crushing and Sorting: Recovery of aluminum, plastics, steel, copper, electrolyte
Black mass: Recovery of Ni, Mn, Co, Li, Graphite, electrolyte
The black mass is collected and sent to a refiner. For example at Hydrovolt (joint venture of Hydromet and Northvolt) it is sent to Hydromet for refining.
Dry vs. Wet Process
Momentarily most refiners in China apply a dry process which basically uses heat to vaporise the electrolyte and lithium and burn off the graphite. These ingredients are not recycled. Korean and some Chinese companies have developed wet recycling routes for which there are various process options to separate the metals from the leached black mass solution:
Electrolytic refining
Solvent extraction
Selective precipitation
Extraction by ion exchange resin
Example of refining process with solvent extraction (Sebitchem, South Korea)
Reduction roasting: Black mass is heated in CO2 atmosphere and the Li2O is reduced to Li2CO3
Water Leaching: The Li2CO3 is dissolved in deionized water at neutral pH
Filtration: The black mass including NMC is filtered. The filtrate contains Li2CO3
RO Filtration: First concentration of Li2CO3 solution
MVR Evaporation: Second concentration of Li2CO3 solution
Washing and drying: Battery grade of Li2CO3
Sulphuric acid leaching: Black mass from step 4 is leached with yields above 95%
Neutralisation: Precipitation of Al and Fe
Solvent extraction: Removal of impurities
Solvent extraction: Extract and enrich Mn
Solvent extraction: Extract and enrich Co
Solvent extraction: Extract and enrich Ni
p-CAM solution tuning: (NMC)SO4
The electrolyte can be recovered by heating the black mass, distilling off the electrolyte and re-condensing it.
GDMMC
Based in Shanghai, China, GDMMC has already held conferences for Li-ion battery reuse since 2012. The next event will be held in South Korea.
| Chinese Recyclers | US Recyclers | European Recyclers | Korean Recyclers and projected capacities |
| GEM | Redwood | Corvus Energy | Sebitchem: p-CAM according to solvent extraction process |
| CATL | Li-Cycle | Hydrovolt | SungEel Hightech |
| Huayou Cobalt | Northvolt | Posco HY Clean Metal: Expansion of p-CAM 155 ktpa (2024) | |
| Brunp Recycling | Vianode | Cosmo Chemical | |
| Lithium de France | JYT | ||
| EMAGY | KPC (LGC-KEMCO JV): p-CAM 20 ktpa (2024) | ||
| Hydromet | LG Chem (LGC-HUAYOU JV): p-CAM 100 ktpa (2028) | ||
| BASF | SK (China GEM JV): p-CAM 50 ktpa (2024) | ||
| Umicore | CNGR: p-CAM 100 ktpa (2030) | ||
| EcoPro (Ecopro-GEM JV): p-CAM 195 ktpa (2026) |
| Nomenclature | |
| EOL | End of life |
| LiB | Lithium Battery |
| Black mass | Powder which is gained from LiB after crushing |
| Preprocessing | First stage of battery treatment where the modules are electrically discharged and crushed |
| CAM | Cathode Material (Ni, Mn, Co) |
| p-CAM | Precursor Cathode Material |
| AAM | Anode Material (Lithium, Graphite, SiO2) |
| p-AAM | Precursor Anode Material |
| LCO | Lithium Cobalt Oxide (LiCoO2) battery. Traditional lithium battery material applied in mobile devices. They tend to have lower capacities than some of the other blends. Li2CO3 is used as precursor for the lithium |
| NMC | Lithium nickel cobalt manganese oxide (LiNiCoMnO2) battery. The blend often contains a ratio of 33% Ni, 33% Mn and 33% Co. It is one of the most successful formulas and is typically used in power tools, e-bikes and other power trains. With a cell voltage of 3.7V and lighter weight than other battery materials it has the highest energy density. Currently at around 300 Wh/kg. Together with LFP this formula is expected to grow the fastest in the coming years. |
| NCM | Lithium nickel manganese cobalt oxide (LiNiCoMnO2) battery. Cobalt is partially replaced by Ni to reduce cost and supply dependency on Co. However, this makes it less energy dense than NMC batteries. |
| NCA | Lithium nickel cobalt aluminum oxide (LiNiCoAlO2) battery. This cathode material has a nominal voltage of 3.6-3.7V and reaches an energy density of 260 Wh/kg. They are often used in EVs and electrical appliances. Panasonic cells of this type are applied by Tesla. |
| LMO | Lithium manganese oxide (LiMn2O4) battery. Cathodes based on manganese-oxide components are earth-abundant, inexpensive, non-toxic, and provide better thermal stability. |
| LNMO | Lithium nickel manganese spinel (LiNi0.5Mn1.5O4) battery. Similar blend as LMO. |
| LFP | Lithium iron phosphate (LiFePO4) battery. Energy density (125-150 Wh/kg) is approx. 40% less than that of NMC batteries. The cell voltage lies at around 3.3V. It does not contain any of the battery materials shared by other Li-ion batteries such as Co, Mn, and Ni and thus is considered significantly more sustainable. Furthermore, it offers high current ratings, superior thermal stability and long cycle life. As of end of 2022 over 30% of EVs in China use this material. It is the material of choice for energy storage. |
| Electrolyte | The electrolyte allows lithium ions to flow between the cathode and the anode, enabling the battery to generate an electrical current through reversible Li+-ion movement. Usually electrolytes for lithium batteries consist of lithium salt dissolved into an organic solvent with the possible addition of organic additives. The common lithium salt-based electrolyte includes lithium hexafluorophosphate (LiPF6) dissolved into a solvent mixture of ethylene carbonate (EC), ethyl methyl carbonate (EMC) and tetrafluoroethyl trifluoroethyl ether (TFE). |
| PC | Propylene carbonate (C4H6O3) solvent used for electrolytes in LiB. |
| EC | Ethylene carbonate (C3H4O3) solvent for electrolytes used in LiB. Compared to PC it has higher chemical stability, higher dielectric constant and better cycle performance |
| DMC | Dimethyl carbonate (C3H6O3) solvent for electrolytes used in LiB. DMC has strong solubility, improves conductivity and has good low-temperature charge and discharge performance. Due to its low cost it is the most frequently used organic solvent. |
| EMC | Ethyl methyl carbonate (C4H8O3) solvent for electrolytes used in LiB. |